热线电话:
021-38870960,68908650,13621802612
咨询邮箱:info@epcotest.com
公司地址:上海市浦东新区浦东南路1271号5楼503室

喷丸工艺参数对表面残余压应力的影响
表面完整性是评价零件表面质量的一个重要指标,一方面包括表面纹理变化,例如表面硬度、表面粗糙度等,另一方面包括物理性质变化,例如微观组织等。其中残余应力是物理性质变化中的一个重要特征量。经过表面强化后,齿轮表面产生的残余压应力可以有效延缓疲劳裂纹的萌生时间,并抑制现有裂纹的扩展,进而延长零件的使用寿命。由于喷丸实际操作的研究周期长、成本高,且难以深入研究强化机理,因此大量学者采用有限元数值仿真对传动齿轮进行残余压应力的预判断,为揭示喷丸强化机理提供了理论指导。
通过计算机软件模拟不同参数下齿轮中残余应力的分布,确定达到最优喷丸强化效果的不同类型的参数大小。随着模拟仿真技术的发展,喷丸数值仿真分析的对象也从简单靶材变为复杂三维材料模型,从单一有限元分析变为有限元和离散元耦合分析。喷丸仿真模拟结果能够给予喷丸试验一些指导作用,可以有效避免大量的重复试验,减少浪费,因此本文将探讨喷丸仿真中不同参量对传动齿轮表面残余压应力的影响。
关于强力喷丸对齿轮表面完整性的影响,Hua等基于Fuhr等对重载车辆传动轴喷丸进行了研究,研究表明,在弹丸初速度为80~200m/s条件下,与速度为80m/s相比,当速度为160m/s时齿轮表面的最大残余压应力至少提高了2倍,经喷丸处理后,齿轮表面平均疲劳寿命提高约31.5倍,喷丸前疲劳裂纹的延缓扩展过程占整体疲劳寿命的60%,剩余40%为加速扩展过程,这将导致齿轮的服役寿命大幅缩减,但是喷丸后的裂纹延缓扩展部分增至80%,疲劳寿命得到大幅提高,因此得出入射速度越大、喷丸后引入的残余压应力越大的结论。
Dias等深入研究发现,在0.35mm的弹丸直径下,随着弹丸速度从60m/s增大到180m/s,传动齿轮表面最大残余压应力值达到了960MPa,此时喷丸速度为100m/s,裂纹扩展速率降至10?3mm/cyc,疲劳裂纹扩展寿命提高幅度可达23%。王玖等在单一速度下进行了研究,结果如图1所示。
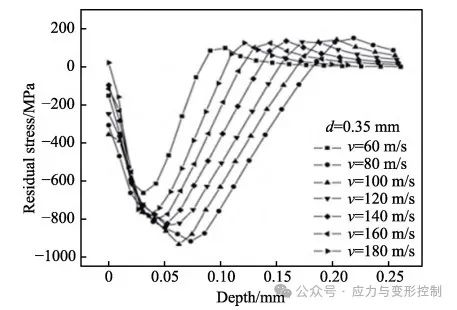
图1 0.35 mm 弹丸直径和不同喷丸速度下钢板残余应力沿厚度分布结果
研究发现,随着弹丸速度的增大,传动齿轮表面的残余压应力呈现先增大后减小的趋势,因此王玖等否认了文献中提出的单一增大的结论,他们认为通过单一参数选取的最优残余压应力层不符合实际需求,实际上喷丸速度还受喷丸中的弹丸流量以及喷丸压力等设备参数的影响,因此对喷丸速度与残余压应力进行研究需要综合其他喷丸参数。
王玖等对重载车辆的传动齿轮进行了喷丸,研究发现,适当提高齿轮表面的喷丸速度,喷丸强度会相应增大,强化效果也会相应提高。但当喷丸速度过高时,弹丸的破碎率会显著增大,强化后的效果反而会出现减弱的现象,得出高强度与高速度的组合也未必会产生显著强化效果的结论。综上可知,当弹丸直径不同时,最佳弹丸速度也会不同,在相同弹丸直径或者强度下,残余压应力会随着入射速度的增大而趋于特定的饱和残余压应力值。
当喷丸速度过大时,冲击产生的能量也会过大,当齿面达到最大形变量后,随着速度的增大,齿轮表面的形变量已饱和,由于塑性变形影响着残余压应力的形成,相对应的表面残余压应力不再提高,当弹丸撞击齿轮后,它在反弹路程中将遇到正向喷射的弹丸。除此之外,当速度过大时,两者相撞会改变正向弹丸的冲击路线,使实际撞击的粒子量减少,最后冲击的能量和强度也随着减小。因此,喷丸强化效果并不是持续随着入射速度的增大而增强,而是存在一个变化范围。上述仿真分析结果表明,在其他参数相同的条件下,传动部件表面残余压应力随着入射速度的增大而呈现先增大后饱和的趋势,通常喷丸的入射速度不会超过200m/s,在与其他参数耦合的情况下,具体的弹丸速度要依据表面完整性的需求而定。
研究结果表明,影响残余压应力层最主要的因素是喷丸角度,主要原因包括:
1) 当弹丸以一个角度θ(θ<90°)撞击齿面时,齿轮表面的弯曲以及弹丸流撞击表面的角度都会使θ减小,使喷丸后的真实效果不能达到预期,喷丸角度对凹坑尺寸有较大影响,当θ等于90°时,球形丸料会产生一个圆形的凹坑,如果θ小于90°,则凹坑是椭圆的;
2)在周长相等的椭圆和圆工况下,圆的面积要大于椭圆面积,形成圆形弹坑将会使喷丸面积更大,撞击齿面面积越大,单位时间内传导的能量就越多,形成的残余压应力越大,又因为圆的直径大于椭圆短轴,因此撞击后产生的残余压应力层深度更大,所以大入射角度会影响残余应力场的分布和幅值,在实际喷丸中为了得到最佳的表面强化效果,应尽量使弹丸入射方向与零件表面呈垂直状态,高残余压应力的引入会使齿轮表面致密化,导致原有空位消失,形成微裂纹闭合,90°的入射角度能最大化减小晶粒之间的间距,阻碍裂纹的扩展。
目前,机械喷丸强化标准丸粒直径尺寸为0.2~3.4mm。徐刚等对某重载车辆传动齿轮表面进行机械喷丸强化,结果显示,随着弹丸直径从0.28mm增到1.16mm,表面残余压应力从173MPa增到216MPa,并在1.16mm的直径条件下,残余压应力层深度可达最大值125μm,裂纹最大扩展速率降低约12%,这是因为弹丸直径的增大会加剧轴表面核心材料的弹性变形,因此增大弹丸直径后,表面强化效果会得到明显加强。
孟庆帅等在喷丸速度为60m/s,弹丸直径分别为0.4、0.6、0.8、1.0mm的4种工况下,对传动齿轮喷丸后啮合表面最大残余压应力值进行了分析,结果如图2所示。
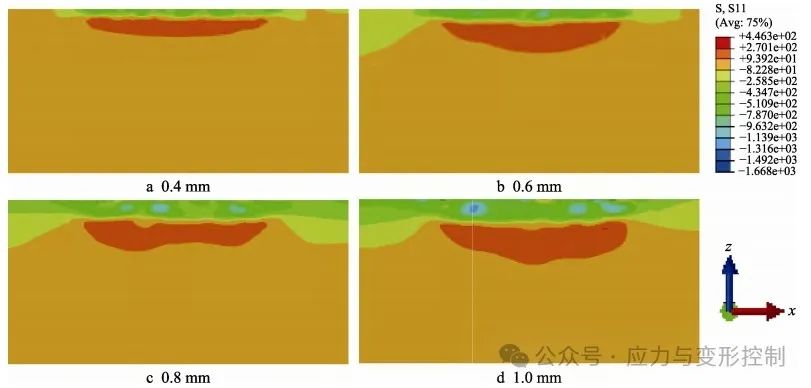
图2 不同弹丸直径喷丸强化后靶材深度方向的残余应力分布云图
当弹丸直径为0.4mm时,喷丸产生的残余压应力及其深度和最大残余压应力及其深度分别为280MPa、0.2mm、785MPa、0.05m,而在弹丸直径为1.0mm时,表面可以在深度为0.49mm处获得510MPa的残余压应力,在深度为0.18mm处获得946MPa残余压应力,因此随着弹丸直径的增大,齿轮表层为压应力,内部为拉应力,最大压缩残余应力出现在次表面,压缩残余应力层的尺寸和深度随着弹丸直径的增大而增大,内部的拉应力区域也随之变大,经过弹丸高速冲击后传动齿轮引入的弹坑随着弹丸直径的增大而增大,在z轴上的位移也随之增大。
文献对不同弹丸直径下齿轮表面残余应力沿厚度方向的分布情况进行了分析,研究发现,弹丸直径越大,越容易引入较高的残余压应力,与1.0~1.7mm的直径相比,在直径2mm的工况下可以产生550MPa的残余压应力,并且在距离表面深度方向上,残余压应力的范围也随直径的增大而增大,在达到最大应力值后,逐渐下降并趋于平稳,避免了表面出现应力集中现象,在疲劳裂纹由浅向深的扩展过程中,最大扩展速率降幅约为36.7%。因此,喷丸强化层对齿轮裂纹扩展起到抑制作用。
在0.2~3.4mm的弹丸尺寸范围内,弹丸直径越大,传动齿轮表面引入的残余压应力及其深度越大,齿轮抗疲劳强度的提高效果越显著,使用寿命越长。虽然选用直径较大的弹丸会产生较大的残余压应力层,齿轮表面的弹坑也较深,但当齿轮在z轴方向的位移过大时,齿轮表面容易损伤。因此,传统喷丸手段所使用的弹丸直径一般不超过2mm,撞击后的弹丸坑连接而成的浅小裂纹为非扩展裂纹,齿面的主裂纹平行于表面继续扩展,分叉裂纹再次发生分叉向下扩展,从而使裂纹扩展的速率减小。此外,喷丸最佳效果是残余应力水平大约为齿轮表面变形层的屈服强度的一半,如果直径过大,与对齿轮表面进行过多的喷丸工艺相比,将会削弱齿轮表面的延展性,并使齿轮产生自行退火或者残余应力松弛的倾向。
喷丸强化中的弹丸类型一般有铸铁丸、陶瓷丸、铸钢丸、玻璃丸、不锈钢丸。按材质密度从大到小的顺序依次为铸钢、陶瓷、玻璃。通常情况下,钢制弹丸密度大,会使喷丸后引入的残余压应力变大。
研究表明,随着弹丸材质密度的增大,撞击后形成的残余压应力层深也在增大,并且坑深的大小较多依赖于弹丸密度的大小。Chen等研究了微粒子表面喷丸处理技术,研究表明,不同材质的弹丸对齿面的影响效应是不同的,钢制弹丸喷射撞击后产生的最大弹坑直径为83~109μm,该尺寸远远大于陶瓷和玻璃材质形成的弹坑直径,并且钢制弹丸引入了较大的残余压应力,喷覆后导致弹丸表面硬度能达到(205.32±4.11)HV,比玻璃材质和陶瓷材质的分别高出14HV和3HV。王强等在Chen研究的基础上,进一步通过表面形貌测绘进行了观察,研究发现,钢制丸喷丸后的齿轮表面起伏程度远远大于陶瓷丸的,且铸钢丸达到最大残余应力580MPa所需的时间要短于陶瓷丸达到最大残余压应力550MPa所需的时间。
虽然钢质弹丸会引入较高的残余压应力,但是在喷丸后会使表面整洁度降低,因此目前越来越多地将钢制+陶瓷弹丸的复合喷丸方式应用于齿轮表面强化,这样既可以在钢制弹丸工况下产生均匀且较深较大的残余压应力,使残余奥氏体含量变化明显,又可以使齿轮表面粗糙度降低、表面硬度提高。然而陶瓷丸价格昂贵,破碎率高,这可能会导致正在进行喷丸强化的材料上出现不是由于车辆使用中摩擦磨损而产生的微小裂纹,同时因为陶瓷丸的质量较小,必须使用更高的压力才能达到效果,容易引起机械故障。目前市面上更多是以钢制弹丸为主进行强化,后续进行抛光,因此,钢制材料如何提高表面光整度是未来研究的一大方向。
上述文献表明,在选择弹丸材质时,与玻璃和陶瓷材质的弹丸相比,钢制弹丸可以产生较高的残余压应力,铸钢作为固体喷丸强化介质,喷丸强化效果是绝对明显的。同时,通过控制含碳量、热处理和制造工艺,可以获得所需的硬度、韧性、延性、近球形形状和低成本。在相同体积和速度下,钢制弹丸密度最大,对应的质量最大,经过高速冲击后产生的动能最大,齿轮表面发生的塑性变形量最大,强化效果最好。但是由于弹丸高速撞击齿轮表面时,会与零件表面发生一定的摩擦,弹丸材质将对零件表面粗糙度等产生影响,而表面粗糙度等完整性会对引入的残余压应力产生影响,因此,需要根据齿轮表面需求,选取合适的弹丸材质,同时在陶瓷材质弹丸的设计过程中进行改善,以降低成本及提高质量。
表面覆盖率是零件经过喷丸处理后在表面所留下弹坑的面积占总面积的百分比。根据覆盖面积可以得到覆盖率公式,如式(1)所示。
式中:η为表面覆盖率;d为弹坑直径;L为区域边长。弹坑直径和区域边长主要受弹丸直径、弹丸数量的影响。
Qin等从覆盖率的角度对传动齿轮啮合表面激光喷丸后的表面残余应力进行了研究。他们认为,随着覆盖率的提高,表面最大残余压应力和硬度逐渐增大,相比于100%覆盖率产生的100MPa残余压应力,1000%覆盖率下的传动齿轮表面可以产生1095.8MPa的残余压应力,并且残余压应力层深度也更大,表面硬度从700HV提高到850.1HV,齿轮表面的较大塑性应变导致零件表面产生高密度位错。
Wu等认为,喷丸覆盖率越高,抗疲劳强度越高,硬度越大,磨损率越小。接着他们通过试验方法,对Tiako等的研究进行验证,仿真结果显示,覆盖率与残余压应力有着线性关系,在覆盖率从100%到400%的增长过程中,表面残余压应力从628MPa增大至705MPa,塑性变形层深度达1mm,齿面硬度提高了19%,高程度的表面纳米化和高数值的残余压应力耦合作用阻碍了裂纹的快速扩展。但后续研究发发现,200%的覆盖率可以在0.42mm处产生547MPa的残余压应力,但是在覆盖率从150%到200%的提高过程中,最大残余压应力的增长速率减小,如图3所示。

图3 喷丸凹坑的残余应力叠加的效果
在大覆盖率的工况下,喷丸齿轮的疲劳寿命均约为未喷丸齿轮的2.5倍。分析文献可知,由于喷丸形成的残余压应力层位置比成形与强化联合作用形成的残余压应力层位置要更加靠近齿轮表层附近,而喷丸引入的残余压应力对提高裂纹扩展疲劳寿命起着主导作用,因此,当最大残余压应力的增长速率减小到0时,最大残余压应力达到饱和,相应覆盖度也达到最大极限,这是因为喷丸覆盖率对残余应力的影响也会随着喷丸速度的变化而变化。在实际喷丸过程中,一般所使用的喷丸覆盖率较高,这将导致引入的单个残余应力在同一区域重叠。因此,残余压应力场也会加强,这意味着高覆盖率的喷丸会引入一个连续的表面压应力层,但是因为喷丸是一个冷加工表面技术,所以随着喷丸行为的加载,齿轮表面的冷作硬化现象不会持续发生,对应的残余压应力水平逐渐升高,最终会达到一个稳定值。
综上所述,表面喷丸将会获得更好的齿轮表面改性层,其力学性能将得到进一步提高,使传动齿轮的抗疲劳性能增强,随着弹丸直径和数量的增大,喷丸覆盖率逐渐增大,随着覆盖率的提高,齿轮表面残余压应力增大,但当覆盖率达到一定程度时,残余压应力将呈现饱和状态,趋于稳定。此外,随着入射速度的增大,覆盖率对残余压应力的影响愈发显著,可以在齿轮表面获得相对较快的残余压应力增长速率,但是有关覆盖率与其他工艺参数耦合作用的研究相对较少,因此未来需要对参数的组合效果进行设计研究。




